Ultraschallbearbeitung von harten und spröden Materialien
Basisinformation.
| Modell Nr. | HSK40E |
| Anwendung | Teile für Metallverarbeitungsmaschinen |
| Transportpaket | Karton |
| Warenzeichen | RPS-SONIC |
| Herkunft | China |
| HS-Code | 8515900090 |
| Produktionskapazität | 200/Monat |
Produktbeschreibung
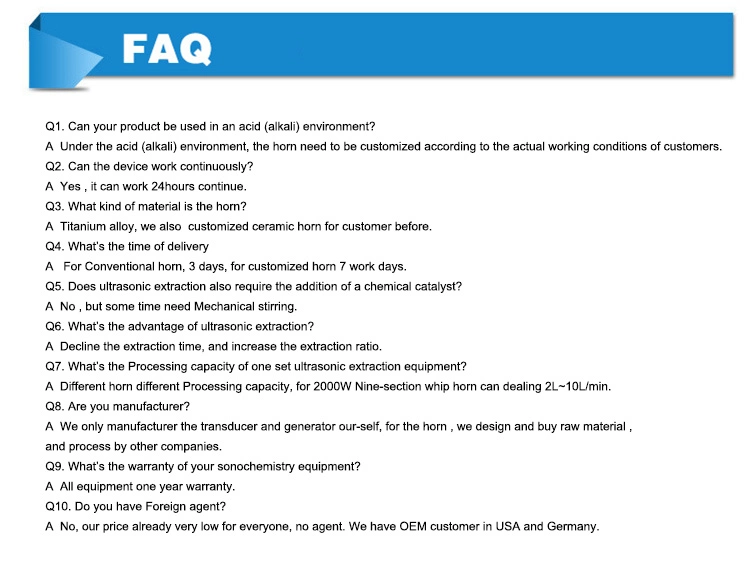
Basisinformation.| Modell Nr. | HSK40E |
| Anwendung | Metallschneidemaschine, Werkzeugfräsmaschine |
| Schleifmittel | Borkarbid, Aluminiumoxid und Siliziumkarbid |
| Körnung (D0) | 100-800 |
| Schwingungsfrequenz (F) | 19 - 25 kHz |
| Schwingungsamplitude (a) | 15 - 50 um |
| Verschleißverhältnis | Wolfram 1,5:1 und Glas 100:1 |
| Lückenüberschreitung | 0,02–0,1 mm |
| Transportpaket | Karton |
| Spezifikation | 19–25 kHz |
| Warenzeichen | RPS-Sonic |
| Herkunft | China |
| HS-Code | 8515900090 |
| Produktionskapazität | 200/Monat |

| Artikel | Parameter |
| Schleifmittel | Borcarbid, Aluminiumoxid und Siliziumcarbid |
| Korngröße (d0) | 100 - 800 |
| Schwingungsfrequenz (f) | 19 - 25 kHz |
| Schwingungsamplitude (a) | 15 - 50 um |
| Werkzeugmaterial | Weicher Stahl aus Titanlegierung |
| Verschleißverhältnis | Wolfram 1,5:1 und Glas 100:1 |
| Lücke überschnitten | 0,02–0,1 mm |

Im Gegensatz dazu handelt es sich bei der Ultraschallbearbeitung um einen nicht-thermischen, nicht chemischen und nicht elektrischen Bearbeitungsprozess, bei dem die chemische Zusammensetzung, die Materialmikrostruktur und die physikalischen Eigenschaften des Werkstücks unverändert bleiben. Der UM-Prozess wird manchmal auch als Ultraschall-Schlagschleifen (UIG) oder Vibrationsschneiden bezeichnet und kann zur Erzeugung einer Vielzahl komplexer Merkmale in modernen Materialien eingesetzt werden.
UM ist ein mechanisches Materialabtragsverfahren, das zur Bearbeitung sowohl leitfähiger als auch nichtmetallischer Materialien mit Härten von mehr als 40 HRC (Rockwell-Härte gemessen auf der C-Skala) eingesetzt werden kann. Der UM-Prozess kann zur Bearbeitung präziser Mikromerkmale, runder und ungewöhnlich geformter Löcher, blinder Hohlräume sowie Außen-/Innendurchmesser-Merkmalen verwendet werden. Es können mehrere Merkmale gleichzeitig gebohrt werden, wodurch sich die Gesamtbearbeitungszeit häufig erheblich verkürzt.
Hochfrequente Energie mit niedriger Amplitude wird auf die Werkzeugbaugruppe übertragen. Zwischen Werkzeug und Werkstück strömt ein konstanter Strahl Schleifmittelbrei. Das vibrierende Werkzeug schleift in Kombination mit der Schleifaufschlämmung das Material gleichmäßig ab und hinterlässt ein präzises Umkehrbild der Werkzeugform. Das Werkzeug kommt nicht mit dem Material in Kontakt; nur die Schleifkörner berühren das Werkstück.
Beim UM-Prozess wird ein niederfrequentes elektrisches Signal an einen Wandler angelegt, der die elektrische Energie in hochfrequente (~20 KHz) mechanische Schwingungen umwandelt (siehe Abbildung 2). Diese mechanische Energie wird auf eine Horn- und Werkzeugbaugruppe übertragen und führt zu einer unidirektionalen Vibration des Werkzeugs mit Ultraschallfrequenz und bekannter Amplitude. Die Standardschwingungsamplitude beträgt typischerweise weniger als 0,002 Zoll. Die Leistungsstufe für diesen Prozess liegt im Bereich von 50 bis 3000 Watt. Auf das Werkzeug wird Druck in Form einer statischen Belastung ausgeübt. Zwischen Werkzeug und Werkstück strömt ein konstanter Strahl Schleifmittelbrei. Zu den häufig verwendeten Schleifmitteln gehören Diamant, Borkarbid, Siliziumkarbid und Aluminiumoxid. Die Schleifkörner werden in Wasser oder einer geeigneten chemischen Lösung suspendiert. Zusätzlich zur Bereitstellung von Schleifkörnern für die Schneidzone wird die Aufschlämmung auch zum Wegspülen von Schmutz verwendet. Das vibrierende Werkzeug schleift in Kombination mit der Schleifaufschlämmung das Material gleichmäßig ab und hinterlässt ein präzises Umkehrbild der Werkzeugform.
Bei der Ultraschallbearbeitung handelt es sich um einen losen Schleifbearbeitungsprozess, bei dem eine sehr geringe Kraft auf das Schleifkorn ausgeübt werden muss, was zu einem geringeren Materialbedarf und minimalen bis gar keinen Schäden an der Oberfläche führt. Der Materialabtrag während des UM-Prozesses kann in drei Mechanismen eingeteilt werden: mechanischer Abrieb durch direktes Einschlagen der Schleifpartikel in das Werkstück (stark), Mikroabplatzung durch den Aufprall der frei beweglichen Schleifpartikel (geringfügig) und durch Kavitation verursacht Erosion und chemischer Effekt (geringfügig) Härte und Zähigkeit. Im Allgemeinen ist die Materialentfernungsrate bei Materialien mit hoher Materialhärte (H) und Bruchzähigkeit (KIC) geringer.